Линия спирального оребрения труб
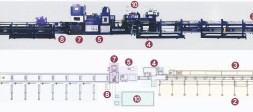
Автоматическая линия спирального оребрения труб ТВЧ
Станок для оребрения:
Диаметр оребряемой трубы: 16-219мм
Толщина стенки трубы 1.5-15мм
Высота ребра после приварки: 10-25.4мм
Толщина ленты: 0.8-2.5мм
Шаг оребрения: 3-25.4мм
Максимальная длина оребряемой трубы: 22м
Диаметр оребряемой трубы: 16-219мм
Толщина стенки трубы 1.5-15мм
Высота ребра после приварки: 10-25.4мм
Толщина ленты: 0.8-2.5мм
Шаг оребрения: 3-25.4мм
Максимальная длина оребряемой трубы: 22м
64 210 943,66 ₽
| Автоматическая линия спирального оребрения труб со следующими техническими характеристиками: | |
| Трубы: | |
| Диаметр труб, мм | 20,0 - 219,0 |
| Толщина стенки труб, мм | 2,0 - 12,0 |
| Длина труб, мм | 5000 - 22000 |
| Материал труб: | Углеродистая сталь, низколегированная сталь, нержавеющая сталь, высоколегированная сталь ASME 335 T91 |
| Полоса: | |
| Толщина полосы, мм | 0,8 – 2,5 |
| Высота полосы (после сварки), мм | 10,0 - 25,4 |
| Материал полосы | Углеродистая сталь, низколегированная сталь, нержавеющая сталь. |
| Рабочие параметры: | |
| Шаг навивки полосы (ребёр), полоса/дюйм | 1 - 8 |
| Начало и конец сварки относительно концов труб, мм | 70 |
| Электропитание: | |
| Напряжение | 380В, 3 фазы |
| Частота | 50Гц |
| Воздух: | |
| Сжатый воздух | 6 - 8 кг/см2 |
| Электропитание: | |
| Напряжение | 380-440В, 3 фазы |
| Частота | 50-60гЦ |
| Описание оборудования: | |
| Устройство размотки полосы. | |
| Данное устройство включает в себя два размоточных барабана и предназначено для размотки полосы и подачи полосы в основную линию при непрерывной работе двух размоточных барабанов.Внешний диаметр катушки: 1200 - 1500мм; Внутренний диаметр: 300мм. | |
| Сварочная машина для сварки полосы. | |
| Машина предназначена для стыковой сварки полосы с целью предотвращения остановки и непрерывной работы линии. |  |
| Секция аккумулирования полосы. | |
| Предназначена для непрерывной подачи полосы в основную линии для приварки. Секция обеспечивает непрерывную работу всей линии. Секция обеспечивает подачу ленты в главную машину во время обменного процесса ленты между первым и вторым лентоукладчиками. Натяжение ленты управляется автоматически посредством контроллера натяжения с целью обеспечения постоянной подачи ленты на машину.Производительность: Около 300м; Скорость подачи от 0 до 200 м/мин; Система подачи ленты управляется тензодатчиком; Максимальная ширина ленты – 25,4 мм; Контроллер ленты натяжения: 100мм/100 об/мин; Управление натяжения от пневматического цилиндра: 3 – 7 кг/см2. |  |
| Станок для нарезания мелких зубьев. | |
| Станок представляет собой устройство для просечки полосы с целью получения зубцов на полосе. Скорость просечки полосы устанавливается автоматически, в зависимости от скорости сварки трубы и регулируется с помощью стрелочного индикатора. Производительность: Скорость просечки: 120 м/мин; Толщина полосы: 0,8 – 2,5 мм; Высота ребра: 10 - 25,4 мм; Высота зубьев просечки: 0 - 15 мм; Долговечность резца (углеродистая сталь): 200 – 300 км/резец. |  |
| Входной конвейер. | |
| Автоматическое устройство для подачи труб с целью обеспечения непрерывного процесса сварки путем подсоединения новой трубы к концу существующей (обрабатываемой) трубы. Производительность: Длина трубы: 5000 – 22000 мм; Автоматическая система подачи труб; Автоматическая система перемещения труб; Скорость перемещения трубы: 15 м/мин; Диаметр трубы: 20,0 – 219,0 мм. |  |
| Оборудование для шлифовки поверхности труб. | |
| Оборудование обеспечивает шлифовку труб с целью улучшения качества сварки. Оборудование устанавливается непосредственно перед сварочной машиной. Производительность: Шлифовальная щётка, приводимая в действие от мотора; Люнет; Пылесборник; Долговечность наждачной бумаги: 3 трубы (длина 20м) на 1 бумагу Двухразовая обработка шлифованием (наждачная бумага); Регулирование давления пневматическим цилиндром: 1 - 6 кг/см2. |  |
| Сварочная система (240кВт). | |
|
Система предназначена для приваривания полосы (спирали) к трубе и состоит из патрубка для охлаждения оребрённой трубы, высокочастотного выходного трансформатора, стола, двигающегося вверх и вниз для настройки положения трансформатора, направляющего и мяльного роликов с системами усиления и стабилизации.
Искровой детектор предназначен для быстрой (аварийной) остановки вращающейся трубы в случае обрыва полосы с целью предотвращения выхода из строя трансформатора.
Система охлаждения закрытого контура, состоящая из:
Кожухотрубный теплообменник;
Насос и соединительные трубы;
Водяная башня с вентилятором охлаждения;
|
 |
| Вытягивающее каретное устройство. | |
| Это устройство предназначено для обеспечения шага спирали, зависящее от скорости вращения трубы. Шаг спирали относительно скорости вращения постоянен. Главное вращательное устройство: сервопривод; Устройство для точного перемещения: рельсовые направляющие; Точная наладка шага спирали: 1 – 8 ребер (спиралей) / 1 дюйм; Гидравлические прижимные устройства; Максимальная частота вращения: 0 – 800 об/мин; Частота вращения при сварке: от 0 до 700 об/мин. |  |
| Высокочастотный индукционный сварочный агрегат. | |
| Ламповый высокочастотный индукционный сварочный агрегат 450 kHz.Основные показатели: Входное напряжение: 380/400/440 В, 50 Гц/60 Гц; Входная мощность – 500 кВА; Выходная мощность – 240 кВт; Высокочастотный индукционный сварочный агрегат включает в себя: Электроснабжение: Стабилизатор; Трансформатор; Выпрямитель; Контроллер мощности; Логический контроллер; Фильтр; Защита; Аварийный выключатель; Высокочастотный генератор колебаний Система охлаждения дистиллированной воды закрытого контура, состоящая из: Пластинчатый теплообменник; Насос и соединительные трубы; Сепаратор; Клапан автоматического управления и поддержания температуры; Водяная башня с вентилятором охлаждения; Дистанционное буквенно-цифровое выходное устройство Диагностика мощности и ошибок Устройство дистанционного управления Управление мощности; Потенциометр уровня предварительного нагрева; Кнопка вкл/выкл и индикаторная лампа; Переключатель режима: резервный режим или полное отключение. Кнопка переустановки при перегрузке; Аварийная кнопка; Опорный стол сварочной головки оборудованный устройством быстрого подъёма, пневматическими контактными адаптерами, передаточной линией и подвесной станцией. |  |
| Система контроля и управления. | |
| Сенсорная панель; Автоматический контроллер мощности; Устройство защиты от превышения напряжения; Контроль за смазочно-охлаждающей эмульсией системы охлаждения; Контроль искрового разрядника. |  |
| Выходной конвейер. | |
| Автоматическое устройство для отвода труб с целью обеспечения непрерывного процесса работы линии. Производительность: Длина трубы: 5000 – 22000 мм; Диаметр трубы: 20,0 – 219,0 мм. |  |
Здесь Вы можете скачать технические характеристики линии спирального оребрения труб: