Машины непрерывного литья заготовки (МНЛЗ - УНРС)

МНЛЗ — машина непрерывного литья заготовок (или УНРС — установка непрерывной разливки стали).
Способ непрерывного литья заготовок является одним из наиболее важных достижений металлургии XX века и за сравнительно короткий период времени получил самое широкое распространение в мировом сталеплавильном производстве.
Он коренным образом изменил не только процесс разливки стали, но и все металлургическое производство. Сейчас примерно 40 % мировой выплавки стали разливается на машинах непрерывного литья заготовок (МНЛЗ).
Принцип непрерывной разливки заключается в том, что жидкую сталь из ковша заливают в интенсивно охлаждаемую сквозную форму прямоугольного или квадратного сечения — кристаллизатор, где происходит частичное затвердевание непрерывно вытягиваемого слитка, дальнейшее его затвердевание происходит при прохождении зоны вторичного охлаждения. Процесс непрерывного литья позволяет получать заготовки (после резки) для прокатных станов, а также его можно совместить с непрерывной прокаткой в одном агрегате.
Основные преимущества непрерывного литья стали по сравнению с разливкой в изложницы заключаются в следующем. Отпадает необходимость в большом парке изложниц и сталеразливочных тележек, в применении стрипперных кранов и стационарных машин для извлечения слитков из изложниц, установок для охлаждения и подготовки составов с изложницами под разливку, в установке центровых и поддонов, а также блюмингов и слябингов, а в ряде случаев и заготовочных станов. Снижаются эксплуатационные расходы и затраты электроэнергии, повышается выход годного металла вследствие минимальных потерь металла в скрап; ликвидации литников, резкого уменьшения расхода металла на обрезь в прокатных цехах и т. д. Значительно повышается качество металла вследствие уменьшения поверхностных пороков и улучшения структуры слитка. Процесс непрерывного литья поддается полной автоматизации.
Машины непрерывного литья заготовок делятся на пять основных типов: вертикальные, вертикальные с изгибом слитка, радиальные, криволинейные и горизонтальные.
Начало промышленного применения непрерывного литья положили машины вертикального типа, у которых кристаллизатор, роликовая проводка, тянущее и режущее устройства расположены по вертикали на высоту 23—35 м, а в ряде случаев и до 43 м. Машины вертикального типа позволяют получать слитки высокого качества, однако их широкому использованию препятствуют присущие им крупные недостатки — большая высота и низкая скорость литья. С целью уменьшения высоты "здания и возможности подачи сталеразливочных ковшей к рабочей площадке вертикальные МНЛЗ выполняют с расположением концевой части машины в железобетонном колодце. Помимо удорожания строительства, это приводит к необходимости применения сложных систем выдачи заготовок из колодца. Повышение скорости литья путем увеличения длины зоны кристаллизации слитка на вертикальных машинах не может быть реализовано, так как с увеличением высоты возникает большое ферростатическое давление, приводящее к выпучиванию корки слитка и ее разрушению с прорывом наружу жидкой фазы.
Создание машин с изгибом слитка роликами на выходе из тянущего устройства и переводом его в горизонтальную плоскость не дало ощутимого уменьшения высоты машины, но усложнило ее конструкцию.
В настоящее время МНЛЗ вертикального типа с изгибом слитка не устанавливают. Исключение составляют вертикальные машины для литья пустотелых трубных заготовок и слитков специальных профилей, которые будут применяться в силу специфических условий кристаллизации металла в этих случаях.
Машины горизонтального типа из-за недостаточной отработки узлов и технологического процесса не получили широкого распространения, однако неоспоримые преимущества —минимальная высота машины и отсутствие деформаций слитка при литье — делают их перспективными.
Наиболее широкое применение получили радиальные машины, отличающиеся от машин вертикального типа и с изгибом слитка меньшей высотой (рис. IV. 1) и повышенной скоростью литья.
Повышения скорости литья в радиальных машинах достигают увеличением протяженности "зоны кристаллизации путем увеличения радиуса технологической оси, причем увеличение радиуса и высоты машины на единицу длины дает в 1,5 раза большее приращение длины радиального участка.
МНЛЗ криволинейного типа отличаются от радиальных машин наличием переходного криволинейного участка между радиальным и прямолинейными участками технологической линии.
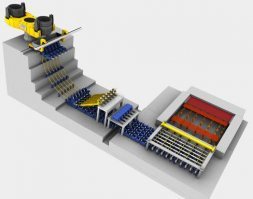
Слябовые машины
Технологическая линия радиальной МНЛЗ состоит из двух участков: радиального и прямолинейного, на которых установлены неприводные и приводные ролики. В месте перехода первого участка во второй происходит разгиб слитка роликами. Вся роликовая система машины носит название роликовой проводки, в которой различают начальный неприводной и последующий приводной участки (неприводная и приводная роликовые проводки). Правильно-тянущая машина, которую применяют на ряде МНЛЗ, входит как составная часть приводной роликовой проводки.
По типу механизмов, осуществляющих силовое воздействие роликов на слиток, различают МНЛЗ с гидравлическим и пружинным прижатием роликов, по конструкции тянущих устройств — МНЛЗ с тянуще-правильной машиной и с группой тянущих роликовых секций.
Радиальная двухручьевая слябовая машина с гидравлическим прижимом роликов и тянуще-правильной машиной показана на рис.

Cхемы сопоставления высот машин непрерывного литья заготовок различных типов:
a— вертикального: б — с изгибом слитка: в — радиального
В состав машины входят сталеразливочный стенд 1 для двух ковшей 2, промежуточный ковш 3, установленный на самоходной тележке 4, медный водоохлаждаемый кристаллизатор 5, механизм 6 качания кристаллизатора, неприводная роликовая проводка 7, радиальный участок 10 приводной роликовой проводки с десятироликовыми секциями 8, тянуще-правильная машина 11, машина 14 для ввода в кристаллизатор затравки 15, качающийся рольганг 13 и подвижная машина 16 газовой резки. К вспомогательному оборудованию машины относятся система криволинейных направляющих 9, предназначенных для подъема и опускания роликовых секций радиального участка, приемный рольганг 12, рольганг 17 с опускающимися роликами, расположенный под эстакадой газорезки, уборочный рольганг 18 с опускающимся упором 20, уборочный кран 19 с клещевыми захватами и самоходная тележка 21 с рольгангом (рольганг-тележка).
Отличительными особенностями машины являются применение во всех роликовых секциях и в тянуще-правильной машине гидравлических цилиндров для перемещения и прижатия роликов к слитку, установке в роликовой проводке тянуще-правильной машины, выделенной в отдельный блок, использование машины для ввода затравки в кристаллизатор сверху, работающей совместно с качающимся рольгангом.
Для точной установки роликов по технологической оси машины неприводная проводка, роликовые секции и тянуще-правильная машина снабжены регулировочными устройствами, а для быстрой замены узлов в случае аварии с прорывом металла или поломки применены быстроразъемные клиновые соединения. Десятироликовые секции радиального участка поднимаются и опускаются при замене и монтаже по криволинейным направляющим при помощи мостового крана, для чего на рамах секций предусмотрены ходовые ролики.
Работа МНЛЗ происходит следующим образом. Для подготовки к литью качающийся рольганг из горизонтального положения переводят в верхнее наклонное и цепным механизмом затравку подают на рольганг задающей машины. Перемещают машину к кристаллизатору и вводят в него затравку, одновременно вращая ролики приводной проводки. Головку затравки устанавливают так, чтобы она образовала временное дно у кристаллизатора. Ковш со сталью после продувки аргоном устанавливают краном на сталеразливочный стенд. Промежуточный ковш, предварительно нагретый на стенде газовыми горелками, перемещают тележкой в рабочее положение над кристаллизаторами по пути, перпендикулярному оси МНЛЗ. Поворотом несущей балки сталеразливочного стенда ковш с металлом переводят из резервного положения в рабочее над промежуточным ковшом. Открывают шиберный затвор сталеразливочного ковша и заполняют промежуточный ковш металлом на определенную высоту. После этого открывают затворы промежуточного ковша и наполняют кристаллизаторы металлом до рабочего уровня. Включают механизмы качания кристаллизаторов и приводы роликовых проводок. Начинается процесс литья в два ручья машины. О количестве металла, находящегося в сталеразливочном и промежуточном ковшах, судят по показаниям приборов электронных весоизмерительных систем, которыми оборудованы сталеразливочный стенд и тележка для промежуточного ковша. После выхода затравки из роликовой проводки она отсоединяется от слитка гидравлическим механизмом и по качающемуся рольгангу, находящемуся в нижнем наклонном положении, перемещается вверх. После этого рольганг с затравкой переводят в горизонтальное положение до следующего цикла литья.
На пути движения в роликовой проводке слиток подвергается интенсивному охлаждению водой, подаваемой форсунками. Правка слитка производится на начальном участке тянуще-правильной машины. Непрерывно вытягиваемый слиток поступает к машине газовой резки, которая режет слиток на мерные длины, двигаясь вместе с ним. Заготовки уборочным рольгангом либо подают на тележку-рольганг для дальнейшего передела, либо снимают с рольганга уборочным краном и складируют в штабеля.