Окрасочно-сушильная линия
В этой категории нет ни одного товара.
|
Продукция |
Углеродистые стальные детали на окрашивание | ||
|
Максимальные параметры деталей |
Длина |
мм |
600 |
|
Ширина |
мм |
200 | |
|
Высота |
мм |
1.600 | |
|
Максимальные входные размеры |
Ширина |
мм |
400 |
|
Высота |
мм |
1,8 | |
|
Тип конвейера |
Монорельс |
||
|
Скорость конвейера |
м/мин | 1 | |
|
Максимальная нагрузка конвейера |
кг/м | 43 | |
|
Нагревание фосфо-обезжиривающего бака |
Электрическими нагревателями |
||
| Нагревание печи сушки и полимеризации |
Электрическими нагревателями |
||
|
Электрическая энергия (мощность) |
380 В 3-фазный 50 Гц + нейтральный провод + заземление | ||
ОПИСАНИЕ КОНСТРУКЦИИ ТОННЕЛЕЙ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ
Верхний тоннель. |
Элементы конструкции тоннеля изготовлены из нержавеющей стали 304 15/10, модульные панели сконструированы и изготовлены таким образом, чтобы гарантировать надежнуюизоляцию от краски и испарений. Для сбора и помещения лишней краски в цистерны-отстойники предусмотрено необходимое количество дренажных плит. Для каждой зоны покраски предусмотрены перегородки, чтобы избежатьпопадания краски на продукцию. Чтобы обезопасить потолок от испарений красок и воды, в щели вдоль верхней части крыши потолке (где крепится крюк для подвешивания деталей), создан лабиринт с двойным рядом съемных полипропиленовых щеток.Центральная часть тоннеля защищена сеткой, чтобы упроститьпроцесс эксплуатации. |
| Распылительные зоны соединены между собой легко разбирающимся трубопроводом быстрого монтажа,присоединенном к питающему коллектору, который размещенвнутри тоннеля и обеспечен определенным числомраспылителей с поворотными сферическими поворотными частями, чтобы обеспечить правильное распыление струёйкраски с возможной регулировкой, что позволяет поддерживать большую скорость покраски и простую эксплуатацию. |  |
-
Гидравлическая система
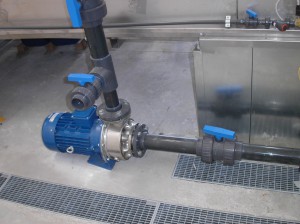 |
Включает в себя центробежный насос, выполненный изнержавеющей стали Aisi 316 , который посредством впускных коллекторов, защищенных двойными металлическими фильтрами, берет жидкость извстроенного в систему резервуара, направляет жидкостьпосредством клапанов и коллектора поставки к зонамраспыления. Система укомплектована фланцем, трубопроводом, регулирующими клапанами и манометрои для проверки давления. Все детали, составляющие систему, легко монтируются и демонтируются для быстрого обслуживания. |
- Резервуары жидкости
- Изготовлены из нержавеющей стали Aisi 304 толщиной 20/10. Сварные швы герметичны и закрыты свнешней стороны профилем из углеродистой стали необходимого сечения и толщины. На уровне нижнейчасти резервуара (напротив) расположены разгрузочные заслонки (клапаны).
- Резервуары снабжены устройствами для забора промышленной воды, плавучими автоматическимиуровневыми датчиками, вспомогательными клапанами давления, датчиками утечки жидкости ,регенерируемыми фильтрами и автоматическим нагнетающим устройством по принципу горячеговодопада.
- Устройства понижения давления и корректировки уровня воды при помощи электроклапанов низкого давления размещены в противоположном направлении относительно рабочего цикла. Эта система позволяет использовать в лучшем случае ванну, уменьшая потребление воды и стоимости воднойобработки.
- Резервуар для горячей жидкости, закрытый пробкой, термически изолирован посредством слоя минеральной шерсти; с внешней стороны изоляция защищена кожухом из блочных панелей.
- Система нагрева жидкости
-
Элементы этой системы изготовлены из нержавеющей стали AISI 316; электрические нагревателиустановлены внутри резервуара с жидкостью. Система гарантирует безопасную работу и высокую производительность. Обеспечивается электронная терморегуляция в соответствии с показаниями датчика.
Кабина порошкового окрашивания.
|
 |