Комплектующие МНЛЗ
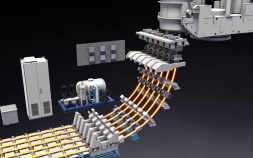
В состав МНЛЗ входят следующие основные технологические узлы:
- стенд для сталеразливочных ковшей;
- тележки или подъемно-поворотные столы промежуточных ковшей;
- промежуточные ковши;
- кристаллизаторы и механизм их качания;
- затравки и механизмы для их перемещения и введения в кристаллизатор;
- конструкции зоны вторичного охлаждения;
- тянуще-выпрямляющие системы;
- приспособления для резки заготовки на мерные длины;
- оборудование для выдачи заготовок и транспортирования их из зоны МНЛЗ.
Стенд для сталеразливочных ковшей это приспособление, на которое ковши устанавливаются во время разливки и с помощью которого они передаются из рабочего положения в нерабочее.
Наиболее широко распространены стенды поворотного типа, которые состоят из опорных элементов, поворотных частей с приводом подъема ковшей и поворота, а также приспособлений для взвешивания ковшей.


Тележки или подъемно-поворотные столы промежуточных ковшей служат для быстрой замены промежуточных ковшей при разливке металла методом «плавка на плавку».
На МНЛЗ, оборудованных поворотными стендами для сталеразливочных ковшей, применяют самоходные тележки с вертикальным перемещением промежуточных ковшей и весоизмерительными устройствами. Тележки перемещаются по рельсам, установленным между сталеразливочным стендом и кристаллизатором.

Промежуточные ковши служат для стабилизации скорости подачи металла в кристаллизатор и равномерного распределения стали между несколькими кристаллизаторами при разливке на многоручьевых МНЛЗ. В последние годы промежуточные ковши большой емкости используют также как дополнительные агрегаты для внепечной обработки металла с целью перемешивания, дегазации, всплывания неметаллических включений, раскисления, модифицирования, корректировки химического состава металла и др.

Кристаллизатор — водоохлаждаемая форма для ускорения затвердевания жидкого металла. Корпус кристаллизатора представляет литую или сварную конструкцию с опорным устройством (приставкой в виде брусьев, решеток, опорных роликов и др.), на котором закреплены водоохлаждаемые стенки кристаллизатора из высокотеплопроводного металла (как правило, меди или сплавов на ее основе), непосредственно контактирующие с поступающим в кристаллизатор жидким металлом. Кристаллизаторы снабжены механизмами качения для придания им возвратно-поступательного или возвратно-поворотного движения (для заготовок круглого сечения) в процессе разливки.
Запасные части: механизм качания и ЗИП к ним, корпус кристаллизатора.


Стол качания кристаллизатора сообщает ему возвратно-поступательное движение с целью предотвращения разрывов и зависания корки слитка на стенках кристаллизатора. Вращаемые электродвигателями эксцентрики или кулачки через систему рычагов обеспечивают качание рамы, на которую устанавливают кристаллизатор.

Зона вторичного охлаждения является важной стадией в процессе непрерывной разливки стали, так как от него в значительной степени зависит качество получаемого слитка (отсутствие рыхлости, внутренних трещин и т. д.).
Оборудование зоны вторичного охлаждения предназначено для удержания слитка с жидкой сердцевиной выпучивания корочки металла под воздействия ферростатического давления жидкого металла, разлива слитка до горизонтального положения, вытягивания слитка кристаллизатора и его охлаждения.
Зона вторичного охлаждения состоит из роликов секции. Ролики в секции устанавливаются с разным шагом, увеличивающимся по ходу технологического канала.
Секции состоят из верхних и нижних рам с установленными на них роликами. Рамы сварные, выполненные из стальных плит и листов, без специального водяного охлаждения. Секция имеет по шесть нижних и верхних роликов. Ролики вдоль машины установлены в два ряда — каждый для своего ручья. Ролики двухопорные вращающиеся на роликовых сферических подшипниках.
Водовоздушное охлаждение слитка осуществляется через форсунки, подающие охладитель на слиток. Водовоздушная смесь образуется перед форсунками. Расход воды регулируется специальной аппаратурой, расход воздуха определяется расходом воды, регулируется только давление воздуха. В зависимости от ширины слитка коллектора устанавливаются на заданную высоту.

Тянуще-правильная машина предназначена для вытягивания заготовки из кристаллизатора с одновременным выпрямлением дугообразной заготовки в прямолинейную и подачи к делительным ножницам. Тянуще-правильные ролики выдают слиток на рольганг, где его разрезают машиной газовой резки (или ножницами, пилой) на мерные длины.

Устройства для резки заготовки на мерные длины. Для разделения слитка на мерные длины чаще других используют два типа устройств – подвижные машины газовой резки и ножницы.
Наибольшее распространение получили машины газовой резки – приспособления, которые осуществляют резку заготовки после захвата машиной движущегося слитка в процессе перемещения вместе с ним. Они имеют относительно простую конструкцию, небольшую металлоемкость и обеспечивают возможность быстрой замены вышедших из строя узлов. Существенным их недостатком являются значительные потери металла при резании (1 – 2%), а также большие расходы ацетилена и кислорода.
Для резки заготовки чаще других используют два типа ножниц – колебательные гидравлические и импульсного (ударного) действия. Колебательные гидравлические ножницы применяют для резки слябов и сортовых заготовок, импульсные ножницы – для резания сортовых заготовок небольшого сечения.
