Линия для правки длинномерных валов автоматического/ полуавтоматического действия
Описание
Отзывы
Общие характеристики:
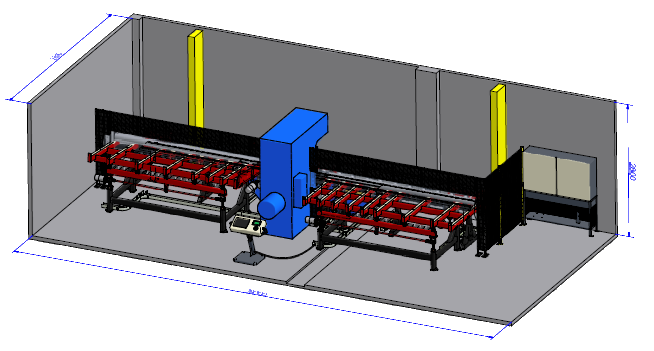
Линия состоит из: правильного пресса, установленного стационарно, транспортирующей и вращающей системы для обрабатываемых валов, загрузочного и разгрузочного магазина, пульта управления и электрического шкафа.
Предложенное оборудование осуществляет следующие функции: автоматическую загрузку валов, автоматическую правку валов, контроль качества валов после правки, дифференцированную выгрузку валов.
Оператор загружает часть валов в загрузочный магазин (загрузочную ёмкость), расположенный на входе в пресс; машина выполняет правку валов в автоматическом режиме без вмешательства оператора. В случае, если по различным причинам невозможно достичь необходимого уровня точности правки, машина сгружает валы на специально предназначенную площадку для валов, не подлежащих правке. Валы, правленые с необходимой точностью, транспортируются в разгрузочный магазин (разгрузочную ёмкость), расположенный на выходе; в это время на пресс из загрузочного магазина поступает для правки следующая заготовка.
Габаритные размеры установлены исходя из максимальной длины обрабатываемых заготовок с учетом размеров секций, составляющих загрузочную и разгрузочную системы.
Программирование цикла обработки выполняется оператором с пульта управления. При программировании заносятся данные вала: присвоенный код, соответствующая длина, материал, допустимые значения, по которым осуществляется контроль прямолиней-ности и необходимая точность правки. Запоминание каждого отдельного запрограм-мированного кода облегчает последующие операции правки вала с этим кодом.
Технические характеристики валов, подлежащих правке:
Длина валов: 600-11000 мм
Минимальный диаметр валов: 12 мм
Максимальный диаметр валов: 50 мм
Твёрдость материала валов: 24-50 HRC
Максимальная прямолинейность, предназначенная для правки: 5 мм/1000 мм
Максимальный вес для валов Ø50 и длиной 11000 мм: около 190 кг
Материал валов: как указано в ТЗ - углеродистая сталь и сталь 05Х16Н4Д2Б
Максимальная погрешность продольной прямолинейности, допустимой после правки: 0,05 мм для длины 1000 мм.
3. Производственные данные правильного стана:
Накопительная ёмкость на загрузке: 30 валов диаметром 50 мм и длиной 11000 мм.
Накопительная ёмкость на разгрузке: 30 валов, соответствующих диаметру 50 мм и длине 11000 мм, максимум - 3 вала, не соответствующих данным параметрам.
Производительность: среднее время цикла для валов длиной 9000 мм – 330 сек.
Примечание: время цикла может варьироваться в зависимости от состояния валов: степени нелинейности, степени деформации, а также от заданного уровня точности правки.
4. Общее описание оборудования
Предлагаемое оборудование выполняет следующие функции:
автоматическая система правки стальных валов;
система управления перемещением валов (загрузка/разгрузка/складирование).
Автоматическая система правки стальных валов
Состав оборудования:
правильный пуансон;
2 каретки для перемещения и вращения валов;
2 упора (механизма блокировки) для поддержки валов при нажатии пуансона пресса. Упоры для поддержания валов с моторизированной регулируемой базой;
загрузочный и разгрузочный магазины с моторизированным роликовым рольгангом - 2 шт.;
электрический шкаф;
операторская панель.
Рабочий цикл:
Заготовки приподнимаются вверх для их корректной загрузки
Каретки для перемещения и вращения валов располагаются на оптимальном от них расстоянии для удобства сбора и размещения валов.
Программа устанавливает наиболее подходящее расстояние между центральными поддерживающими опорами, которые располагаются на специальном моторизованном валу, соединяющем их.
Заготовка загружается на транспортировочные каретки.
Стационарное сканирующее устройство, расположенное в непосредственной близости от пуансона, выполняет программу сравнительного анализа геометрических параметров заготовки. При этом происходит непрерывное вращение и перемещение заготовки до полного завершения сканирования.
Таким образом, программа позволяет определить точки вала, на которые необходимо воздействие правильного пресса и, перемещая транспортировочную каретку, располагает выбранную точку вала под пуансон.
Пуансон приводится в движение.
Как только пуансон достигает поверхности вала, толкая его вниз, транспортировочные каретки благодаря рессорной системе опускаются под его тяжестью; вал, в процессе своего движения вниз, встречает две центральные опоры (ближайшие к пуансону) и опирается на них, разгружая транспортировочные каретки.
Завершение фазы локальной правки, во время которой вес вала полностью перекладывается на две опоры.
По завершению локальной правки, вал переворачивается и перемещается в горизонтальном положении таким образом, чтобы поместить под пуансон следующую точку для правки.
Фазы перемещения вала и его правки повторяются до тех пор, пока не будет достигнута требуемая прямолинейность.
Правленый вал может быть извлечён.
Замечание: в том случае, если после произведенных операций локальной правки (их количество задаётся оператором) не достигается требуемый уровень прямолинейности, система признаёт данную операцию неудавшейся: вал будет наглядно промаркирован, чтобы его можно было распознать и отбраковать.
Система управления перемещением валов в процессе правки (загрузка/разгрузка/складирование).
Состав оборудования:
загрузочный магазин-1 шт.
разгрузочный магазин-1 шт.
роликовый конвейер-1 шт.
система рычагов для перемещения заготовок между загрузочным/разгрузочным магазинами, конвейером и рабочей зоной пресса - 3 шт.
Рабочий цикл:
Загрузка вала (или валов одного типа) в загрузочный магазин со стороны оператора.
Перемещение одного вала посредством рычажной системы из магазина на роликовый конвейер и затем под пресс на транспортировочные каретки.
Выполнение цикла правки.
Перемещение вала при помощи рычажной системы с пресса на роликовый конвейер и затем в разгрузочный магазин.
Повторение цикла до тех пор, пока не закончатся валы в загрузочном магазине.
Интерфейс операторской панели. Способ использования оборудования.
Вся автоматическая линия по правке валов, состоящая из пресса, автоматической системы правки валов и магазинов, будет управляться напрямую с определённой позиции. Для управления оборудованием предусмотрено наличие операторской панели с сенсорным экраном и джойстик для осуществления операций по перемещению вала. Т.о. становится возможным мониторинг и своевременное регулирование всех параметров оборудования, в частности, отслеживание сигналов тревоги и сигналов о неполадках в оборудовании. Вход в систему защищён с помощью пароля.
На операторской панели доступна функция ведения журнала состояния оборудования.
Оборудование может использоваться следующим образом:
автоматический режим: оператор выполняет только введение валов в загрузочную зону магазина и подъём готовых обработанных валов;
полуавтоматический режим: оператор управляет с помощью дистанционного пульта вращением и перемещением вала, выбирая точки, подлежащие контролю при помощи цифрового сканирующего устройства и приводя в движение пресс при помощи вращающейся ручки.
Отзывов ещё нет — ваш может стать первым.
Все отзывы 0
общий рейтинг
Доставка по России
По Москве и области собственным автотранспортом. По РФ - транспортными компаниями
Индивидуальный подход к заказчикам
Найдём замену или аналог. Решим все вопросы.
Система скидок
Скидки от объема. Бьемся по цене до последнего.
Возврат товара
Поменяем товар или вернём деньги в течении 14 дней!