Автоматизированная станция измерения геометрических параметров внутренней резьбы
Описание
Отзывы
Принцип измерения:
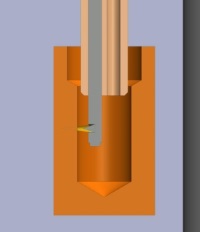
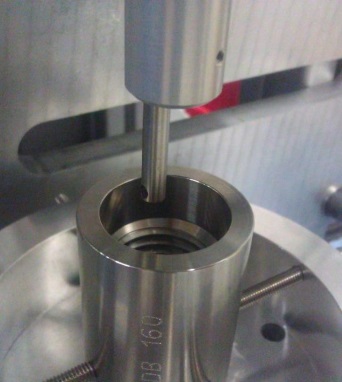
Измеряемая деталь помещается на приемный горизонтальный стол посредством 3-осевого декартового робота и центрируется с помощью специального крепления, адаптируемого к различным диаметрам труб (муфт).
Контроль (измерение) резьбы обеспечивается конфокальным сенсором (датчиком), который в автоматическом режиме перемещается по вертикали в требуемое сечение.
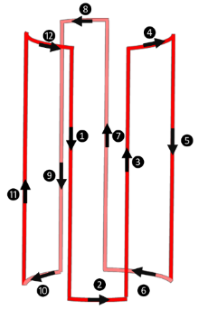
Измерение осуществляется методом сканирования 4-х или 8-ми сечений. Датчик идёт вдоль сечения, осуществляя вращение на 0,5° и затем выходит.
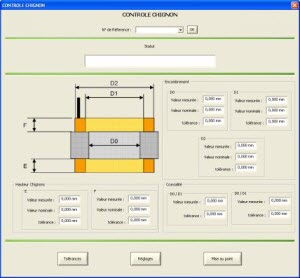
Результаты измерения данного участка резьбы
по осям X, Y, Z оцифровываются и протоколируются
как и другие вспомогательные данные
(время записи, отражательная способность и т.д.)
Характеристики системы:
Внутренний диаметр измеряемой детали от 61,9 мм до 89 мм, время цикла 19 сек.
Ожидаемые параметры измерения резьбы:
высота (в мм) и угол (в градусах) первой законченной резьбы;
высота (в мм) и угол (в градусах) последней законченной резьбы;
общая высота резьбы (в мм);
высота (в мм) и угол (в градусах) последней незавершённой резьбы;
глубина резьбы вдоль осей (в мм;
;диаметр на самой высокой точке резьбы;
диаметр на самой низкой точке резьбы;
диаметр на боковой части резьбы;
радиус на самой высокой точке резьбы;
угол резьбы;
радиус резьбы в самой нижней точке;
шаг резьбы.
Ожидаемые результаты:
Автоматическая сортировка качественных и бракованных деталей.
При наличии бракованной детали:
на дисплее подаётся визуальный сигнал тревоге оператору;
подаётся сигнал декартовому роботу с целью его перемещения в положение захвата бракованной детали и её погрузки в специально предназначенную для этого ёмкость;
производится соответствующая запись в системе.
Конфокальный хроматический датчик белого света
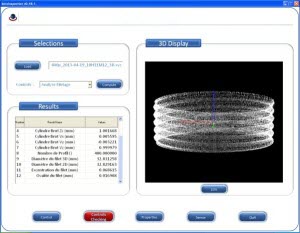
Программное обеспечение
В процессе измерения осуществляется:
получение результатов измерений от датчиков;
обработка сигналов и данных;
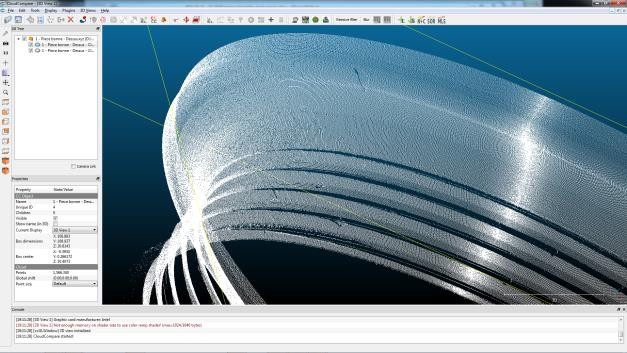
калибровка датчиков и измерительной системы (заключается в анализе цифрового изображения в виде плотного участка точек);
расчёт характеристик (размеры, расположение, наличие поверхностных дефектов).
Отзывов ещё нет — ваш может стать первым.
Все отзывы 0
общий рейтинг
Доставка по России
По Москве и области собственным автотранспортом. По РФ - транспортными компаниями
Индивидуальный подход к заказчикам
Найдём замену или аналог. Решим все вопросы.
Система скидок
Скидки от объема. Бьемся по цене до последнего.
Возврат товара
Поменяем товар или вернём деньги в течении 14 дней!